چه عواملی بر خمکاری لوله استیل تاثیرگذار هستند؟
عوامل متعددی بر خمکاری لوله استیل تاثیرگذار هستند که اگر به آنها توجه نشود باعث عدم رسیدن به کیفیت مناسب، شکستن و تخریب لوله استیل میشوند. با تغییر در گرید استیل قطعاً این عوامل تحت تاثیر قرار میگیرند و باید برای هر گرید استیل، پارامترهای مختلفی را مد نظر قرار داد. بدیهی است خمکاری لوله استیل با گریدهایی که سختی بالاتری دارند دشوارتر است. مشخصههایی مانند قطر و ضخامت، فرآیند تولید، عملیات حرارتی انجام شده و شعاع خمش از جمله عواملی هستند که بر این فرآیند اثر گذار هستند.
چالشهای خمکاری لوله استیل
فولاد ضد زنگ از جمله آلیاژهایی است که دارای سختی و استحکام بالایی است. این عامل سبب میشود برای خمکاری لوله استیل، نیاز به نیروی بیشتری برای اعمال تغییرشکل داشته باشیم. علاوه بر این استفاده از ابزار و وسایل خاص نیز میتواند یکی از چالشهایی باشد که با آن روبرو هستیم. اما با وجود این مسائل گریدهایی از استیل هستند که شکل پذیری بسیار خوبی دارند و میتوان با در نظر گرفتن برخی از موارد، آنها را خم کرد.
ضخامت ورق مورد استفاده در ساخت لوله، تاثیر مستقیم بر روی فرآیند خمکردن دارد به گونهای که هرچه لوله ضخامت بیشتری داشته باشد، نیروی مورد نیاز برای شکل دادن لوله استیل نیز بیشتر خواهد شد.
بیشتر بخوانید : همه چیز درباره سوراخکاری یا Drilling استیل
بهترین روشها برای خم کردن لوله استیل که به شعاع خمش، قطر و ضخامت لوله بستگی دارند را در ادامه بررسی خواهیم کرد.
روشهای خم کردن لوله استیل کداماند؟
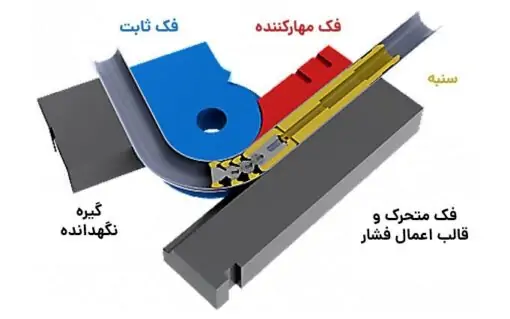
اجزای سیستم خمکاری کششی چرخشی
اجزای سیستم خمکاری کششی چرخشی
خمکاری کششی چرخشی (Rotary Draw Bending):
این روش پیچیدهترین شکل خمکاری لوله استیل است و به مجموعهای از تجهیزات با کیفیت و دقیق نیاز دارد. در این روش لوله بین یک فک و گیره قالب نگه داشته میشود و به دور قالب میچرخد تا فرم بگیرد. قالب در این فرآیند متناسب با شعاع خم مورد نیاز طراحی شده است و لوله با عبور از میان فک ثابت و متحرک قالب خم میشود. در این روش فکها و سنبه طوری طراحی شدهاند تا از چروکیدگی لوله استیل جلوگیری کنند. در این روش سنبه بیشتر برای جلوگیری از چروک شدن لولههای نازک به کار میرود. دقت روش خمکاری کششی چرخشی بسیار بالاست و میتوانند شعاع مورد نظر را با کیفیت بسیار خوب و یکنواخت در لوله ایجاد کرد.
خمکاری لوله با سه غلتک